|
|
|
![]()
![]()
![]()
![]()
![]()
![]()
|
Egyensúlyozás
|
Szucs AndrásA maradó kiegyensúlyozatlanság.
Alapelv: tökéletesen kiegyensúlyozott forgórész nincs – de ez nem is lehet cél.
Meg kell hát határozni azt az ésszeru kiegyensúlyozatlansági határt, ami alá nyugodtan egyensúlyozhatunk - ha kedvünk tartja, vagy nagyon benne vagyunk a munkában...-, de e fölött nem engedhetjük a gépet maradéktalanul üzembe állni.
Helyszíni egyensúlyozásnál viszonylag egyszeru a dolog, ha a gép csapágyrezgései teljesítik az elvárt (szabványban rögzített, gyártó által eloírt) értéket, akkor had menjen! A maradó kiegyensúlyozatlanság mértékével meg foglalkozzon, aki akar. (Aki mégis akar, annak útmutató a késobbiekben.)
Padi egyensúlyozás során szintén nincs gond, ha a kijelzo megadja a maradó kiegyensúlyozatlanság mértékét, és a határ is adott. Ez így együtt sajnos a legritkább esetben adott. Ismerkedünk meg tehát a maradó kiegyensúlyozatlanság fogalmával.
A maradó fajlagos kiegyensúlyozatlanság dimenziója:
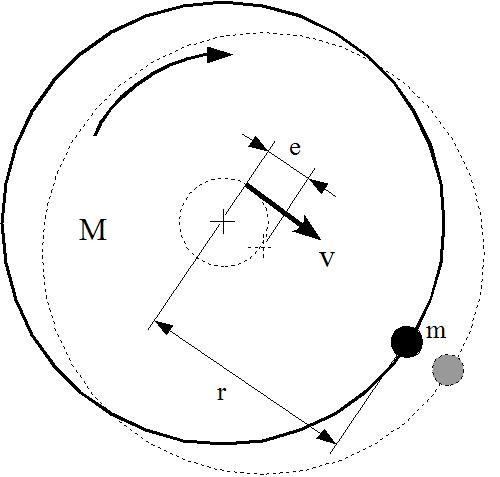
azaz, az excentricitás mértéke, illetve az egységnyi (forgórész)tömegre eso kiegyensúlyozatlanság szorozva a hozzá tartozó sugárral. Felmerül a kérdés, hogy lehetséges a krumplit összehasonlítani kapával, a két dimenzió hogy jelölheti ugyan azt a dolgot? Van közük egymáshoz, íme:
Az könnyen belátható, hogy az m tömegnek az r sugáron forgás közben kifejtett erohatása megegyezik a M tömegnek a e sugáron kifejtett erohatásával, azaz
A forgórész tömegét viszont inkább kg-ban, míg az excentricitást inkább µm-ben szokás megadni, tehát kicsit átrendezve:
Az eredeti egyenletbol az e értékét kifejezve:
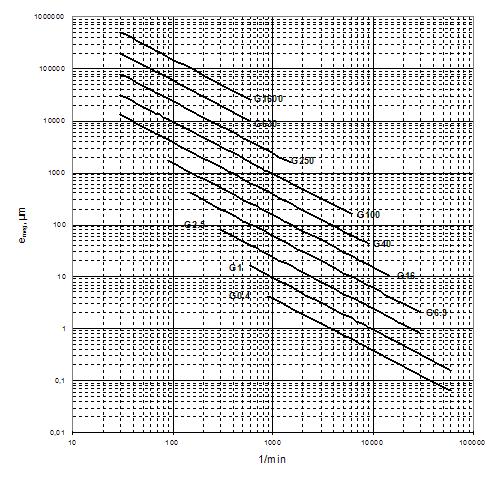
A maradó kiegyensúlyozatlanság meghatározásával és mértékével merev forgórészekre vonatkozóan az ISO 1940 szabvány foglalkozik (Manapság már az ISO 11342 mely magában foglalja a rugalmas forgórészeket is, de a merev forgórészekre az ISO 1940 ajánlásait vette át.)
Az ISO 1940 szabvány a gépeket különbözo osztályokba sorolja. Az osztályba sorolás alapja a forgástest tömegközéppontja eltolódásának (e excentricitás) kerületi sebessége.
Tehát, pl. egy G2,5 osztályba sorolt 1500 1/perc fordulatú, 600 kg tömegu forgórész esetén, ahol az egyensúlyozást 300 mm sugáron végezzük:
A fentiek alapján az egyensúlyozás akkor van „kész”, ha felteendo tömeg kisebb mint:
Tehát, ha az egyensúlyozás folyamán eljutottunk addig, hogy a felteendo súly kisebb mint 31,8 g, akkor a forgórész maradó kiegyensúlyozatlansága már megfelel az eloírásnak. (Természetesen jobb lehet!)
A számítás muködik visszafelé is, a maradó kiegyensúlyozatlanságból kiszámítható az elért pontossági osztály.
A fenti példából kiindulva, az egyensúlyozást akkor hagytuk abba, amikor már csak 12 grammot kellett volna feltenni (vagy levenni) a forgórészre. Ez esetben a maradó fajlagos kiegyensúlyozatlanság:
Ebbol a kerületi sebesség:
A forgórész egyensúlyállapota ez esetben egy osztállyal jobb lett, nem a G2,5-be, hanem a G1,0-be tartozik.
Természetesen ugyanez lejátszható helyszíni egyensúlyozás során is, ha megtudakoljuk az egyensúlyozott forgórész tömegét, ismerjük a felrakott (levett) súlyok helyét (sugarát) és tudjuk (mert kiszámoltuk!) az utolsó pörgetés után már fel nem rakott (le nem vett) súly nagyságát.
Fontos!
- Két síkban történo egyensúlyozás esetén a maradó kiegyensúlyozatlanság egyik oldalon sem lépheti át az eloírt érték felét (szimmetrikus forgórész esetén), és visszaszámoláskor a magasabb érték duplája a mérvadó.
- A fentiek merev forgórészekre vonatkoznak, a kritikus felett üzemelo gépekre az ISO 11342 ad irányelveket.
A lap publikálása engedélyköteles!
|
 azaz
azaz