Szűcs András
1. Bevezetés, a rezgésekről
általában
Alapvetően
megállapítható, hogy gyakorlatilag minden gép rezeg függetlenül attól, hogy
működik-e vagy sem. E megállapításból következik, hogy a gépeken érzékelhető
rezgések adódhatnak a normál működésből, illetve természetes környezeti hatásokból,
azaz nem feltétlenül károsak. A gépekre, gépszerkezetekre káros rezgések
kiszűrése viszont - a gép élettartam növelése, biztonságos üzemeltetése miatt –
elsőrendű feladatává kell hogy váljon az üzemeltetőknek. A gépek rezgéseinek
rendszeres illetve folyamatos figyelésével megvalósítható – a fölösleges
gépbontásokat mellőző – állapotfüggő karbantartás.
A
gépek, gépcsoportok rezgéseinek mérési módja elég szerteágazó lehet, többek
között a gép technológiában betöltött szerepe, értéke, megközelíthetősége és
nem utolsósorban a mérések értékelését végző személyzet kvalitása szerint. A
mérési ciklusok szerint alapvetően három csoportot különböztetünk meg:
a) Eseti,
rendszertelen rezgésmérés
A mérésekre csak a gépek, gépelemek meghibásodásakor kerül
sor, és általában korábbi rezgési adatok nem állnak rendelkezésre. A
felhasznált műszerek – a lehetőségek szerint – komoly, nagy tudású és drága
készülékek (többcsatornás analizátorok, külsőgerjesztéses eszközök, animációs
és végeselem szoftverek…) magasan kvalifikált szakszemélyzettel. A megfelelő
apparátus felvonultatása azért szükséges, mert a gép rezgési előélete nélkül,
„egy” mérés alapján kel pontos hiba-meghatározás végezni.
Ezen mérések nem tartoznak az állapotfüggő karbantartáshoz,
hanem a már kialakult magas rezgések okának meghatározását, a szükséges
javításokra való felkészülést szolgálják.
b) Rendszeres
rezgésmérés
A gépek, berendezések rezgésállapotának nyomon követésére alkalmas módszer a gépek ciklikus mérése. A felhasznált műszerek skálája széles az egyszerű, egy-két rezgésparaméter mérésére alkalmas kézi műszertől (mint pl. az Önök által is vásárolt RF01-H) a hordozható mérési adatgyűjtőkön át a spektrum és egyéb analízisre alkalmas mérési adatgyűjtőkkel kombinált szakértői rendszerekig.
A rendszeres rezgésmérésekkel bevezethető az állapotfüggő
karbantartás, a felhasznált műszer(ek) bonyolultságától és a személyzet
képzettségétől és gyakorlatától függően a gépek minősítésén (jó…nem jó)
túlmenően hiba-meghatározás is végezhető.
A módszer hátránya, hogy gyors, rövid lefutású, váratlan
események követésére – a ciklikus mérések miatt – nem alkalmas.
c) Folyamatos
(on-line) rezgésmérés
A gépek, berendezések rezgésállapotának folyamatos nyomon
követésére alkalmas módszer. A felhasznált műszerek megegyeznek abban, hogy a –
lehetőségek szerint – kiválasztott rezgésparamétereket folyamatosan figyelik és
a beállított határértékek elérésekor előjelzést, illetve riasztást adnak, azaz
minden esetben képesek ellátni az adott berendezés rezgésvédelmét.
Természetesen a paletta itt is széles. Az egyszerűbb készülékek egy-két
rezgésparamétert figyelnek adattárolás nélkül, vannak amelyek a mért adatokat
tárolják, rendszerbe fűzhetők, számítógéppel lekérdezhetők (pl. az RF01). A
bonyolultabb rendszerek sokcsatornásak, különböző analízisek elvégzésére - így
hibadiagnózis készítésére – is alkalmasak.
Kétségtelen, hogy az on-line rendszerek a legalkalmasabbak a
gépek rezgésállapotának nyomon követésére, védelmére valamint az állapotfüggő
karbantartás megvalósítására, de már az egyszerű kézi rezgésmérő készülékek
(pl. RF01-H) rendszeres használata is nagyban elősegíti az állapotfüggő
karbantartást.
2. Rezgésmérési alapfogalmak
E
részben az általánosan használt, a rezgésméréssel kapcsolatos alapvető fogalmakat
ismertetjük röviden.
2.1. A mérhető rezgésparaméterek
a) Rezgés
elmozdulás
A vizsgált csapágy vagy egyéb gépelem elmozdulását
reprezentáló számérték, melynek dimenziója rendszerint µm ritkábban mm.
Szinuszos rezgést feltételezve:
A rezgés pillanatnyi kitérése: x=A*sinωt, a maximális
érték: xmax=A
b) Rezgéssebesség
A vizsgált csapágyon vagy egyéb gépelemen mérhető
rezgéssebesség értékét reprezentáló számérték, melynek maximuma az elmozdulás
minimumánál van. Dimenziója rendszerint mm/s.
A gyorsulás fázisa 90º-kal tolódik el az elmozduláshoz
képest, szinuszos rezgést feltételezve:
A rezgés pillanatnyi sebessége: v=A*ωsinωt, a
maximális érték: vmax=Aω
c) Rezgésgyorsulás
A vizsgált csapágyon vagy egyéb gépelemen mérhető
rezgésgyorsulás értékét reprezentáló számérték, melynek maximuma az elmozdulás
irányváltásánál, a rezgéssebesség minimumánál van. Dimenziója rendszerint m/s2,
vagy g.
A gyorsulás fázisa további 90º-kal tolódik el a sebességhez
képest, szinuszos rezgést feltételezve:
A rezgés pillanatnyi gyorsulása: a=-A*ω2sinω2t,
a maximális érték: amax=Aω2
2.2. Számszerűen kijelzett
paraméterek
A
mérési eredményeket célszerű olyan formában közölni, ami jellemző a rezgésre,
vagy annak energiájára, valamint a mérési eredmények összehasonlítását lehetővé
teszi. A mérési eredmények az alábbi formában jelezhetők ki:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
a) Csúcs, vagy csúcstól-csúcsig érték
Mint a mellékelt ábrából látható, a rezgés maximális
amplitúdóját (vagy kétszeres amplitúdóját) adja meg. Jellemző alkalmazási
területe:
Rezgés elmozdulás mérés.
Rezgésgyorsulás mérés esetén tű impulzusok - gördülőcsapágy
és fogaskerék hibák, kavitáció – észlelésére. (Az RF01-H rendelhető
tűimpulzusok figyelésére alkalmas gyorsulásméréssel is).
b) Átlagérték
Az átlagérték megfelel az elektronikában használatos
elektronikus középértéknek.
c) Effektív vagy
RMS érték
Az effektív (RMS) érték fogalma megegyezik az elektronikában használatos effektív értékkel. A váltakozó áram effektív értéke annak az egyenáramnak a nagyságával egyezik meg, mely ugyanazon ellenálláson azonos mennyiségű hőt termel időegység alatt, mint a váltakozó áram. Az effektív érték a jel teljesítményével arányos.
Általánosan használt a rezgéssebesség és a rezgésgyorsulás
mérésekor.
d) Rezgés erősség (szélessávú szint)
A rezgéserősség egyetlen számértékkel jellemzi az adott gép,
gépelem mechanikai állapotát. E szám lehet a rezgés elmozdulás, sebesség vagy
gyorsulás egy adott frekvenciatartományra vonatkoztatott csúcs
(csúcstól-csúcsig), átlag vagy effektív (RMS) értéke. Tehát a rezgéserősség
minden esetben egy adott, a szabvány vagy a gyártó által meghatározott
frekvenciatartományra vonatkozik, pl. az iparban általánosan elterjedt a
rezgéssebesség effektív (RMS) értékének mérése 10-1000 Hz frekvenciatartományban.
Az ISO 10816 szabvány általános előírásai a különböző
gépekre megengedett effektív (RMS) rezgéssebesség értékekre vonatkozóan,
10-1000 Hz frekvenciatartományban:
|
Géposztály |
A gépek általános leírása |
|
I. |
Kisgépek
csoportja, melyekhez a 15 kW-nál kisebb teljesítményű villamosmotorok is
sorolhatóak |
|
II. |
A
közepes kategóriájú gépek csoportja, melyekhez tartoznak a stabil csak forgó
mozgást végző gépek, szivattyúk, ventilátorok, külön alaphoz rögzített gépek
300 kW átvitt teljesítményig, valamint a 15-75 kW teljesítményű
villamosmotorok. |
|
III. |
A
nagy, nehéz, de csak forgó mozgást végző munkagépek, valamint erőgépek
csoportja, melyek nehéz vagy súlyos alappal rendelkeznek. |
|
IV. |
Forgó
mozgást végző rugalmas alapon elhelyezett erő és munkagépek csoportja, melyek
nagy tömegükkel, nagy sebességgel forognak. (turbinák, turbógenerátorok) |
2.3. Grafikus megjelenítés
A
rezgésvizsgálatok, analízisek során rendkívül sokféleképpen jeleníthetők meg a
gép rezgései. Az alábbiakban csak az időjellel és a rezgésspektrummal
foglalkozunk némi fogalomalkotás céljából, mivel ezek a rezgésdiagnosztika
legalapvetőbb elemei.
a) Időjel
Egy rezgésjel általában több különböző nagyságú és
frekvenciájú rezgésösszetevőből áll. Pl. három különböző frekvenciájú és
amplitúdójú szinuszos jelből képződő idealizált rezgésjel:
Külön
Együtt
Egy valós időjel:
b) Spektrum
Az időjel különböző nagyságú és amplitúdójú összetevőkre
való szétbontására szolgál. Egy tisztán szinuszos jelnek a spektruma egyetlen
vonal:
Az a) részben látható idealizált (három összetevőből álló)
időjel spektruma:
Az a) részben látható valós időjel spektruma:
3. A mérendő paraméterek célszerű
kiválasztása
Annak
érdekében, hogy a mérendő gép, gépelem mechanikai állapotát rezgéserősség
méréssel, vagy spektrum vagy más analízissel minél jobban nyomon tudjuk követni,
és hogy elkerüljük a felesleges vagy kis információtartalmú méréseket, célszerű
a mérendő paraméter gondos kiválasztása.
A
rezgéselmozdulás, sebesség és gyorsulás viszonylagos szintjének változása a
frekvencia függvényében:
Rezgés spektrumok ugyanarról a
mérőpontról azonos frekvencia tartományban:
Rezgés
elmozdulás spektrum
Rezgéssebesség
spektrum
Rezgésgyorsulás
spektrum
a) Rezgés
elmozdulás mérés
Az alacsony frekvenciás rezgéseket kiemeli, a magasakat
elnyeli. Alapvetően alacsony fordulatszámú (n<600 1/min) gépek mechanikai
állapotának nyomon követésére alkalmazzuk olyan esetekben ahol a szóba jöhető
rezgések frekvenciája nem haladja meg a 250 Hz-et. Rezgéserősség mérésekor
alkalmas egyensúlyhiba, tengelyvonalhiba változásának detektálására, de alkalmatlan
p. gördülőcsapágy és fogkapcsolati hiba kimutatására.
Relatív (tengely) rezgésmérések esetén használjuk még az
általánosan alkalmazott örvényáramú érzékelők működési elvéből adódóan. (A
vivőfrekvenciát moduláló feszültség az elmozdulással arányos.)
b) Rezgéssebesség
mérés
A diagramból és a rezgésspektrumokból jól látható, hogy a
legáltalánosabban használható, így a leggyakrabban mért rezgésparaméter a gépek
mechanikai állapotának nyomon követésére. A géprezgés szabványok is a
rezgéssebesség effektív értékére vonatkoznak. Az alkalmazott
frekvenciatartomány 0.5-5000 Hz. Rezgéserősség mérés esetén alkalmas mind
alacsony mind magasfrekvenciás hibák kimutatására.
c) Rezgésgyorsulás
mérés
A magasfrekvenciás rezgéseket kiemeli, az alacsonyakat
elnyomja. Ebből kifolyólag általánosan használt gördülőcsapágyak, fogaskerék
hajtások diagnosztikájára, egyéb magasfrekvenciájú rezgések pl. kavitáció
kimutatására. Rezgéserősség mérésekor pl. egyensúlyhiba, tengelyvonalhiba
változások detektálására nem alkalmas.
4. Rezgésérzékelők és működési
elvük
A
rezgésérzékelőket működési elvük alapján – a rezgés mely paraméterével arányos
jelet ad ki – elmozdulás, sebesség és gyorsulásérzékelőkre oszthatjuk. Az
iparban a legelterjedtebbek a piezoelektromos gyorsulásérzékelők (az RF01-H
készülékhez is ilyen érzékelőt szállítunk), így csak ezen érzékelő működését
részletezzük.
a) Piezoelektromos
gyorsulásérzékelő
Az érzékelő működése a piezo kristály azon tulajdonságára
épül, hogy nyomás vagy nyírás hatására a kristályban ez erőhatással arányos
töltéseket választódnak szét, melyeket a kristály felületéről megfelelő
elektronikával elvezethetünk.
A gyorsulásérzékelő felépítése:
|
1.
ház 2.
rugó 3.
szeizmikus
tömeg |
4.
piezo
kristály 5.
bázis 6.
elektromos
csatlakozás |
A piezo kristályhoz minden esetben fixen csatolunk egy állandó nagyságú szeizmikus tömeget.
Az F=m*a
összefüggésből adódóan a keletkezet töltésmennyiség – mivel
az m állandó – a gyorsulással arányos. A legtöbb érzékelő beépített
töltéserősítővel rendelkezik, így megtáplálásuk szükséges, viszont a kimeneten
már a gyorsulással arányos feszültség jelentkezik.
Ezen érzékelők általános elterjedését kis méretük és
tömegük, ütésállóságuk, széles frekvenciatartományuk mellett elősegítette az
is, hogy a gyorsulás jelből viszonylag egyszerűen egyszeres és kétszeres integráló
elektronikával előállítható a sebesség és az elmozdulás.
b) Elektrodinamikus
sebesség érzékelő
A működési elvük egyszerű: egy rugókkal felfüggesztett
állandó mágnes mozog egy tekercs belsejében.
|
1.
tekercs 2.
csévetest |
3.
membrán 4.
állandó
mágnes |
A mágnes mozgásának hatására a tekercsben feszültség
indukálódik.
U=B*L*v
Az indukált feszültség – mivel a B*L állandó - az állandó
mágnes sebességével arányos.
Az érzékelő előnye, hogy működéséhez nem kell megtáplálás.
Hátránya a viszonylag robosztus kivitel, a gyenge ütésállóság és a korlátozott
frekvenciatartomány.
c) Elmozdulás
érzékelő
Manapság az érintés nélküli, relatív (tengely) rezgés
elmozdulások mérésére használják. A legelterjedtebb típusa az örvényáramú
kivitel. Az érzékelő egy adó induktivitás, mely nagyfrekvenciával váltakozó
mágneses teret hoz létre maga körül. A közelébe jutó vezető testek felületi
rétegeiben ez örvényáramot indukál. Ez az örvényáram a távolság függvényében
visszahat az adó induktivitásra, és ezt a visszahatást mérjük.
5. A mérési pontok célszerű
kiválasztása
A vonatkozó szabványok a gép csapágyrezgés méréseknél három, egymásra merőleges mérési irányt definiálnak.
Az
érzékelő felhelyezésénél ügyelni kell arra, hogy:
-
az érzékelő lehetőség
szerint minél közelebb kerüljön a csapágyhoz
-
a csapágyra merőleges
legyen
-
minél kevesebb
csatolt elem (felület) legyen az érzékelő és a csapágy között
-
az érzékelő rögzítése
hibátlan legyen
Néhány
példa a helyes és helytelen érzékelő elhelyezésre:
|
|
|
|
6. az érzékelők rögzítése
Minden
érzékelőnek van egy átviteli függvénye, melyet a gyártó megad fix csatolásra
vonatkozóan. Az RF01-H műszerhez szállított érzékelők átviteli függvénye:
Ebből
következően az érzékelő legnagyobb működési tartománya : 0.5-10000? Hz.
Bármilyen más csatolást (rögzítési módot) használva az érzékelő használható
felső határfrekvenciája csökken.
7. A rezgésdiagnosztikával
meghatározható hibák
-
Egyensúlyhiba
-
Tengelyvonal
beállítási hiba
-
Gördülőcsapágy hiba
-
Siklócsapágy hiba
-
Elektromos motor
villamos hiba
-
Hajtószíj hiba
-
Rezonancia
-
Alapozási hiba
-
Áramlástechnikai hiba
-
Szerelési hibák (pl.
lazaság)
-
stb.
Alapvető
hibaokok, és az általuk gerjesztett rezgések
a) Kiegyensúlyozatlanság
Forgó gépek esetében valamilyen szinten mindig jelenlevő, a
káros rezgések kialakulásában a leggyakrabban szerepet játszó hiba. Az
egyensúlyozatlanságból adódó rezgések minden esetben a gép forgási
frekvenciáján jelentkeznek jellemzően sugárirányokban. A rezgés frekvenciája
ennek megfelelően viszonylag alacsony. Könnyen diagnosztizálható abszolút
rezgés elmozdulás és rezgéssebesség méréssel.
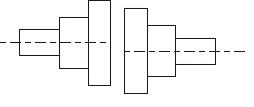
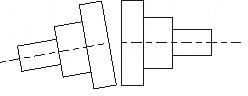
Az egyensúlyozatlanság lehet.
|
Statikus |
Statikus egyensúlyozatlanságról akkor
beszélünk, ha a forgástengely és a súlyvonal egymással párhuzamos. |
|
|
Páros |
Páros egyensúlyozatlanság esetén a
forgástengely és a súlyvonal egymással szöget zárnak be, de metszik egymást. |
|
|
Dinamikus |
Dinamikus egyensúlyozatlanságról
akkor beszélünk, ha a forgástengely és a súlyvonal kitérőek. |
|
Megkülönböztetünk egysíkú, kétsíkú és többsíkú
egyensúlyozást
|
Egysíkú egyensúlyozás Tárcsalakú forgórészek egyensúlyozásakor
alkalmazzuk, ahol az L/D≈1/3
|
Kétsíkú egyensúlyozás „Virsli” alakú forgórészek egyensúlyozásakor
alkalmazzuk, ahol az L/D>1/3
|
A többsíkú egyensúlyozásokra bonyolultságukra való
tekintettel nem térünk ki.
A kiegyensúlyozatlanság mértékét az ISO 1940 szabvány
rögzíti, melynek előírásait a 8. fejezetben (Hasznos információk).
Az egyensúlyozás elvégezhető egyensúlyozó padon, illetve a
helyszínen a forgórész beépített állapotában.
A helyszíni egyensúlyozás precíz elvégzéséhez fordulatszám
és fázisszög mérésre is alkalmas, követőszűrővel ellátott műszer szükséges.
Amennyiben a gép káros rezgéseit alapvetően statikus egyensúlyhiba okozza, és
az egyensúlyozás egy síkban elvégezhető, abban az esetben kizárólag
rezgéserősséget mérő műszerrel (pl. RF01-H) is elvégezhető a helyszíni
egyensúlyozás. A módszer leírását a 8. fejezetben (Hasznos információk)
taglaljuk.
b) Tengelyvonal beállítási
hiba
Azon gépcsoportok esetében, ahol a hajtó és a hajtott gép tengelykapcsolóval kapcsolódik egymáshoz, az egyensúlyhiba után leggyakrabban előforduló rezgéskeltő ok a tengelyvonal nem megfelelő beállítása. A rezgések alapvetően tengelyirányban jelentkeznek a támcsapágyakon, de a hiba sugárirányú rezgésnövekedéssel is jár.
A tengelykapcsoló, tengelyvonal minél pontosabb beállítása
nagyon fontos feladat a csapágyak terhelésének csökkentése, élettartamának
növelése érdekében. A beállítás elvégzésekor lehetőség szerint át kell térni a
hagyományos élvonalzós-hézagmérős technikáról a mérőórás vagy a lézeres
technológiára. A tengelyvonal beállítás minőségére vonatkozó ajánlások a 8.
fejezetben (Hasznos információk) közöljük.
c) Csapágyhiba
Ebben a fejezetben alapvetően a gördülőcsapágyak hibáival
foglalkozunk. A csapágy gördülőelem, belső és külsőgyűrű hibája a forgási
frekvencia többszörösén, jól definiálható frekvenciákon jelentkezik. (Lásd 8.
fejezet.) A kenési elégtelenségből (fém a fémen való súrlódás) magasfrekvenciás
tűimpulzusok keletkeznek széles frekvenciatartományban.
Az RF01-H készülék gyorsulás (csapágyállapot) mérése két
kivitelben készül:
Az érzékenyebb kivitel a rezgésgyorsulás jelben jelentkező
tűimpulzusok csúcsértékét méri. Ez esetben a legkisebb hiba, kenési
elégtelenség is jelentős gyorsulás növekedéssel jár, a meghibásodás kezdete jól
detektálható, viszont az impulzusok gyakoriságának növekedésével a mért
gyorsulásérték arányosan nem emelkedik. A csapágyazás minősítésére - trendek,
felhasználói tapasztalatok híján - az alábbi értékek figyelembevételét javasoljuk:
|
jó |
megfelelő |
nem kielégítő |
elfogadhatatlan |
|
|
|
|
|
A normál kivitel a rezgésgyorsulás jelben jelentkező
tűimpulzusok gyakoriságát is figyelembe veszi. Ez esetben a hiba, kenési
elégtelenség kialakulása, erősödése folyamán a kijelzett gyorsulásérték is folyamatosan
emelkedik. A csapágyazás minősítésére - trendek, felhasználói tapasztalatok
híján - az alábbi értékek figyelembevételét javasoljuk:
|
jó |
megfelelő |
nem kielégítő |
elfogadhatatlan |
|
|
|
|
|
A csapágyhiba kialakulásának nyomon követhetősége a két féle
méréssel:
A csapágy geometriájának ismerete esetén az egyes
csapágyhibák frekvenciái számíthatók (Lásd 8. fejezet.), de detektálásukhoz spektrumanalizátor
szükséges.
d) Villamos motor
elektromos eredetű hiba
A gépcsoportokat hajtó villamos motorok elektromos hibái
gyakorlatilag minden esetben jelentkeznek mechanikai rezgések formájában is.
Az iparban a legelterjedtebb aszinkron motorok gyakran
előforduló elektromos hibái:
|
-
forgórész
rudak törése -
kalickák
törései -
forgórész
aszimmetria |
-
állórész
tekercselés rövidzárlat -
rövidrezáró
gyűrű törése -
állórész
excentricitás |
E hibák pontos megállapításához komoly műszerzetségre
(analizátor, árammérő, mágneses tér mérő…) van szükség. Az elektromos motorok
villamos hibáinak azonban van egy közös tulajdonságuk, nevezetesen az, hogy az
áram kikapcsolásakor az általuk gerjesztett mechanikai rezgések azonnal
megszűnnek.
Tipp: Motor villamos hiba gyanúja esetén legelsőnek érdemes ellenőrizni a motor talpainak az alapkerethez való rögzítését. A feszülés, deformáció (a négy rögzítési pont nincs egy síkban) okozhat villamos jellegű hibát.
e) Hajtószíj hiba
A hajtó és a hajtott gépet sok esetben szíjjal, vagy szíjakkal
kötik össze. A hajtó szíj frekvenciája:
![]()
v: szíj sebesség l: szíj hossz
Ez a frekvencia általában lényegesen a alacsonyabb a hajtott
gép forgási frekvenciájától. Ez a hiba az alacsony (akár szemmel is látható)
frekvencia miatt jelenetős elmozdulás növekedéssel jár, tehát szélessávú
rezgésgyorsulás méréssel nehezen vagy egyáltalán nem mutatható ki.
Ha hajtószíjjal kapcsolatos rezgési probléma merül fel,
ellenőrizni kell:
-
a szíjak mechanikai
állapotát (sérülések)
-
a szíjak feszességét
(egyformának kell lenniük)
-
a szíjtárcsák ütését
(gyártási alakhiba, szerelési hiba, rendellenes kopás)
f)
Rezonancia
Kimutatásához komoly felkészültség, többcsatornás mérőláncok
(erőmérős impulzus kalapács, változtatható frekvenciájú gerjesztőgépek, többcsatornás
fel és kifutásmérések) szükségesek. A témát mégis érintőlegesen érintjük, mivel
a magas rezgések mögött sokszor a rezonancia jelensége húzódik meg.
Minden gépelemnek, gépegységnek (rezgő rendszernek) egy vagy
több sajátfrekvenciája (rezonancia frekvenciája) van. A gép a sajátfrekvenciáin
„szívesen” rezeg, kis (üzemszerű) gerjesztésre magas rezgésekkel válaszol.
A fent látható mobilitás függvényben az egységnyi erőhatásra
adott rezgésválasz látható. A csúcsok a sajátfrekvenciákat jelölik.
A gépcsoportok sajátfrekvenciáinak –a megbízható, nyugodt járás érdekében - ~30%-kal illik elkerülnie az üzemi, illetve egyéb hatásokból adódó gerjesztő frekvenciákat.
A gerjesztő frekvenciákhoz túl közeli sajátfrekvencia
adódhat:
-
tervezési hibából
-
kivitelezési,
szerelési hibából
-
mechanikai
elhasználódásból (erős kopás).
8. Hasznos információk
a) Átszámítás
összefüggések
Tisztán szinuszos rezgés esetében, rezgéssebességre
vonatkozóan:
Csúcsérték: ![]()
![]()
Effektív érték: ![]()
![]()
Átlag érték: ![]()
![]()
Az összefüggések természetesen az elmozdulás és a gyorsulás
esetében is igazak.
Összefüggések az elmozdulás, sebesség, gyorsulás értékek között tisztán szinuszos rezgés esetén:
Elmozdulás: ![]()
![]()
Sebesség: ![]()
![]()
Gyorsulás: ![]()
![]()
Átszámítási nomogram:
b) Kiegyensúlyozatlanság
Meghatározása
Az ISO1940 szabvány forgórészek tömegközéppont eltolódásának
kerületi sebessége szerint sorolja osztályokba a gépeket, és a maradó fajlagos
kiegyensúlyozatlanságot (forgás közben a tömegközéppont kitérése a
forgástengelyhez képest), az emeg értékét határozza meg.
Pl. egy G6.3 osztályba sorolt, 1500 1/min fordulatszámú
ventilátor esetében:
![]()
A megengedett fajlagos kiegyensúlyozatlanság a fordulatszám függvényében:
|
Kiegyensú- lyozottsági osztály |
Forgórész tipusok-általános példák |
|
G1600 |
Stabil forgattyús hajtóművek, mereven
szerelt kétütemű motorok forgattyús tengelye, hajtásai. |
|
G630 |
Mereven szerelt nagy négyütemű
motorok forgattyús tengelyek hajtásai. Rugalmasan alapozott hajó diesel
motorok |
|
G250 |
Mereven szerelt gyors négy hengeres
diesel motorok, forgattyús tengelyei, hajtásai |
|
G100 |
Stabil forgattyús hajtóművek gyorsan
forgó hat vagy több hengeres diesel motorok forgattyús tengelyei, hajtásai,
komplett motorok autókhoz, teherautókhoz, diesel mozdonyokhoz. |
|
G40 |
Autóalkatrészek, keréktárcsák,
hajtótengelyek. Több hengeres négyütemű rugalmasan szerelt gyors motorok. |
|
G16 |
Csuklós tengelyek különleges követelményekkel,
törőgépek és mezőgazdasági gépek alkatrészei, személy és tehergépkocsi
motorok forgattyús hajtóműveinek egyes részei. Hat vagy több hengeres motorok
forgattyús tengelyei speciális követelmények mellett. |
|
G6.3 |
Feldolgozó üzemi gépek részei: centrifuga
dobok, papíripari gépek görgői, ventilátorok, összeszerelt repülőgép
gázturbina forgórészek, szivattyú járókerekek, gép és szerszámgép
alkatrészek, általános villamos motorok forgórészei, speciális követelmények
szerinti motor egyedi alkotóelemei. |
|
G2.5 |
Sugárhajtóművek forgórészei, gáz és
gőz turbinák (beleértve a tengerészeti főturbinákat is), merev
turbógenerátorok, forgórészek, turbókompresszorok, szerszámgépek hajtóművei,
speciális követelményekkel rendelkező közepes és nagy villamos almatúrák, kis
motorok forgórészei, turbina meghajtású szivattyúk. |
|
G1 |
Magnetofon és lemezjátszó hajtások,
köszörűgép hajtóművek, speciális követelményekkel rendelkező kis villamos
almatúrák. |
|
G0.4 |
Precíziós köszörűgépek forgórészei,
tengelyei és tárcsái, pörgettyű (giroszkóp). |
három
pont módszer
c) Tengelyvonal
beállítási hiba
A beállítás
módjai:
|
Hézagmérő és élvonalzó használtával: Mérőórával: Lézeres készülékkel: |
-
sok a
hibalehetőség -
a pontossága
nem megfelelő -
technikailag
túlhaladott. -
pontossága
kielégítő -
sok
hibalehetőség -
szakértelmet,
gyakorlatot igényel -
pontos -
használata
egyszerű -
kevés
hibalehetőség |
A tengelyvonal beállítás elkezdése előtt célszerű ellenőrizni az alábbiakat (sok fejtöréstől menthetjük meg magunkat):
|
-
A
tengelykapcsoló felek ütését:
-
A mozdítandó
gép talpainak, és az alapkeretnek az egysíkúságát
|
A tengelykapcsoló gyártási vagy szerelési hibájából adódó nagyfokú geometriai hiba a legprecízebb tengelyvonal beállítást követően is magas rezgéseket kelt. Amennyiben az alapkeret rögzítési pontjai és/vagy a mozdítandó gép talpai önmagokban nem egy síkba esnek, szükséges a hiba korrigálása (hézagolás), igy a csavarok lehúzásakor nem érhet meglepetés.
|
|
A tengely beállítási hibák alapesetei
és a megengedett eltérések a fordulatszám függvényében |
|||
|
|
PÁRHUZAMOS ELTOLÁSI HIBA A tengelytáv tűréshatára (mm) |
||
|
Fordulatszám |
Jó |
Elfogadható |
|
|
0-1000 |
0.07 |
0.13 |
|
|
1000-2000 |
0.05 |
0.10 |
|
|
2000-3000 |
0.03 |
0.07 |
|
|
3000-4000 |
0.02 |
0.04 |
|
|
4000-5000 |
0.01 |
0.03 |
|
|
5000-6000 |
<0.01 |
<0.03 |
|
|
|
A TENGELYEK SZÖGBEÁLLITÁSI HIBÁJA A szöghiba tűréshatára (mm/100mm) |
||
|
Fordulatszám |
Jó |
Elfogadható |
|
|
0-1000 |
0.06 |
0.10 |
|
|
1000-2000 |
0.05 |
0.08 |
|
|
2000-3000 |
0.04 |
0.07 |
|
|
3000-4000 |
0.03 |
0.06 |
|
|
4000-5000 |
0.02 |
0.05 |
|
|
5000-6000 |
0.01 |
0.04 |
|
d) Csapágyhiba
Különböző
csapágyhibák jellemző frekvenciáinak meghatározása:
|
|
Külső gyűrű hiba
|
Belső gyűrű hiba
|
|
Gördülőelem hiba
|
|
Kosár hiba
|
|
|
n = gördülőelemek száma |
|
|
fr = relatív fordulatszám
1/sec a külső és a belső gyűrű között |
|
e) Villamos motor megengedett átvételi
rezgései
f)
Egyéb morzsák…
![]()
Forrás:
Energoprnta Kft RF01-H kézikönyv